
门扇的结构及加工工艺
近年来,由于我国城镇化步伐的加快及房地产行业的高速发展,木门行业的发展十分迅速。木质门加工技术不断完善和创新,整体结构和造型设计不断丰富,目前市场上的木门按照材料进行分类可分为实木门、实木复合门、木质复合门等三大类[1]。
实木复合门是指以表面贴木皮的密度板或装饰单板为表面材料,以实材拼板为门扇骨架,以人造板为芯材复合制成的木质门。实木复合门的表面具有木材的天然质感,且款式多样。
1 门扇的结构及加工工艺
1.1 门扇结构
实木复合门门扇一般为三层或五层结构(图1)。
中间层为主体结构层,由框架(骨架)及门芯构成[1]。框架由集成材加工成所需尺寸的方材,拼出外部骨架并用枪钉固定制成。门芯即门扇内部填充料,可选用实木条、人造板或蜂窝纸等材料。
表面层可以是3 mm的装饰单板或5 mm、7.5 mm、12 mm的密度板,如果是五层结构,可以在薄型密度板的表面再贴装饰单板。此外,还可以通过在门扇中间镶嵌门镶板或在门扇表面镶嵌各种装饰线条来提高门扇的美观性,实现造型的多样化。

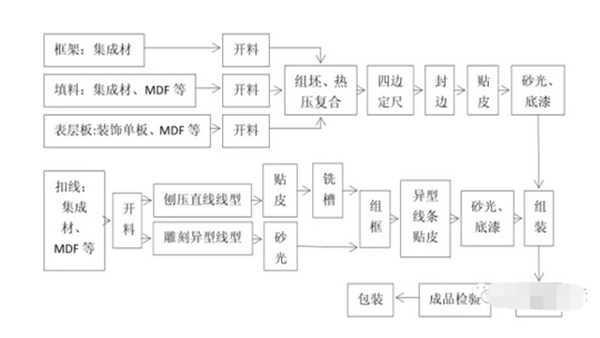
1.2 门扇生产工艺流程
如图2是实木复合门扇生产工艺流程。

1.3.1 配料工序
按照订单要求,将符合质量及材质要求的板材加工成所需规格的毛料的过程称为配料。配料时要注意预留加工余量,在保证木门质量的前提下,合理利用木材,提高木材的利用率。对于有纹理要求的零部件,要注意木材纹理方向,满足图纸要求,并做出相应标识。
1.3.2 胶压工序
框架与表层板的复合压贴工序与木门成品后期出现变形的程度密切相关。为了减少或避免门扇变形,需严格控制以下几个方面:
(1)涂胶量适宜,涂胶均匀。可以用涂胶机或胶辊进行涂胶,涂胶过程中控制好涂胶量。涂胶量过少,易造成胶合强度下降、胶接面缺胶、局部开胶现象;涂胶量过多,胶层过厚,则固化时间长,胶层容易开裂。
(2)适宜的热压温度。热压温度过低易造成胶层开胶、胶合强度不够、游离甲醛含量增加等现象;热压温度过高,则热压后的冷却时间长,材料容易发生塑性变形。在使用脲醛树脂胶粘剂和白乳胶(聚醋酸乙烯胶粘剂)时,一般将热压温度控制在90~95℃的范围以内。此外,热压时还要确保压机的上下压板温度一致,使门扇两面温度相同且均匀上升。
(3)卸载后需冷却陈放。热压后不能立刻进行下道工序的加工,需冷却一段时间。冷却过程中,不能将门扇直接堆放,这样不利于散热,且容易出现门扇变形现象。
(4)此道工序也可以采用冷压工艺,但是会增加胶粘剂的固化时间,木门的质量稳定性相对较差,客户在使用一段时间后容易出现变形等问题,一般不推荐冷压。
1.3.3 四边定尺工序
门坯压贴成型后,在精密裁板锯上进行四边定尺加工。定尺时,需根据封边条的厚度预留一定的封边余量。
1.3.4 定厚砂光工序
定厚砂光主要是对产品的厚度及平整度进行控制。进行此道工序之前,需确保以下四点:
(1)毛料的厚度不得超过所需厚度的3 mm,毛料的宽度不得超过砂光机砂带的宽度;
(2)上道工序转入零部件的两对应边的边缘厚度公差≤2 mm;
(3)表面不得有凹凸、开裂现象,拼板错位误差≤2 mm;
(4)翘曲度≤1 mm。
砂光后需达到的要求为以下五点:
(1)表面平整,无胶粒、胶线和陈旧原木;
(2)有木纹的零部件砂光后,木纹清晰;
(3)对应边的边缘厚度一致,不得有误差;
(4)与产品要求的厚度误差≤1 mm;
(5)贴木皮的零部件不得有砂穿木皮的现象。
1.3.5 封边工序
封边的材料有木皮、PVC高分子材料等。封边时,需先启动封边机对热融胶进行加热,并根据室内温度调节热融胶融化的温度。室内温度为25℃时,热融胶融化的温度为180~190℃;室内温度为5℃以下时,热融胶融化的温度为200~210℃。
之后更换好封边刀具,调节封边机的进料厚度和速度,板件为18 mm以下的厚度时需调到高速;按照封边板件的宽度调节支撑架的距离,使其超过封边板件宽度的二分之一处。待热融胶完全融化后启动封边输送程序,进行首件测试。
首件测试需达到以下几点才算合格:
(1)产品的表面不得有压痕、划花、碰伤等现象;
(2)修边平直,棱角较柔和,不得有毛刺;
(3)封边条不得凸出平面;
(4)板件的封边交接处要平滑,不得有接缝或重叠现象;
(5)封边条边缘不得有胶水溢出,不得有胶线或黑线;
(6)封边面涂胶均匀,粘合牢固。
封边时,先封两个长边,再封产品的两个短边。封边完成后再全面检查产品的数量、质量是否达到工艺标准,最后做好标识。
1.3.6 雕刻工序
在门扇表面的密度板上进行平雕或将雕刻件胶钉至门扇上都可以提高门扇的美观度,丰富其造型。用于雕刻的材料或零部件需满足以下几点要求:
(1)进行浮雕雕刻时,雕刻位置距材料边缘最小距离≤10 mm;
(2)实木雕刻材料表面不得有腐朽、虫孔、开裂、翘曲、死节、黑丝、色差等瑕疵;密度板平雕表面的贴皮不可出现起泡、脱皮、翘曲等现象,素板表面不可出现脱层、凹凸不平现象;
(3)实木材料的含水率≤10%,密度板的含水率≤8%。
雕刻出来的产品形状要与图纸相符,浮雕产品要求深度误差≤1 mm,平雕产品要求尺寸误差≤2 mm;浮雕刻上的每一根线条和花纹不得有破损、掉角、漏雕等缺陷,平雕产品雕刻边缘不得有爆边、毛刺、刀痕等现象,透雕的产品背面不得有起毛现象。
1.3.7 贴木皮工序
在复合实木门扇表面胶贴木皮可使其具有木材的天然质感。此道工序需要注意的有以下几个方面:
(1)木皮纹理清晰,不得有色差,表面不得有起泡、脱层、破损等现象;
(2)在使用白乳胶贴面时,要求基材含水率为8%~12%,每平方米涂胶量在100~200 g左右[2],涂胶后的贴面上不得有颗粒、异物和灰尘,边角和沟槽处也要确保涂胶到位[3];
(3)胶拼木皮时接口处无缝隙,拼接的两张木皮不得有色差,木纹的方向要一致;
(4)拼接木皮的规格要大于贴面的规格(木皮的长度大于贴面长度的20 mm左右、木皮的宽度大于贴面宽度的3 mm左右);
(5)送进热压机里的贴皮件不得有偏移、折叠和开裂现象,上下两层放置的时间间隔不能超过2 min,最好一层放满就开始热压;常温下热压温度为90℃,热压时间为450 s,热压压力为0.8 MPa;
(6)热压卸载后,修除边角多余的木皮,对于有沟槽或弧形的产品用刀具沿着沟槽或弧形修平整。修边后的产品不得有爆边、毛刺等现象;
(7)对缺皮、漏皮的位置用木皮进行补修,用熨斗烫平,再用砂纸沿木纹方向砂平,修补的位置不得有胶印、熨斗烫的痕迹或较大色差。
2 门套的结构与加工工艺
门套的结构和造型有多种形式,但是一般由门套板和门套线两大部分组成。如图3是几种常见的门套结构。

实木复合门套的生产工艺流程如图4所示。

3 木门加工的发展趋势
随着木门行业的逐渐成熟,加工技术不断创新,整体结构设计不断丰富,我国木质门的发展将呈现以下五个趋势:
(1)结构标准化。木门的结构将实现标准化,因此相应的加工工艺也将实现标准化。结构标准化不代表产品标准化,结构是标准的,但是产品的尺寸规格及外观造型可以是多样的
(2)部件模块化。在结构标准化的前提下,将产品拆分成多个标准化或相对标准化的零部件。在生产过程中,可以事先加工好一部分零部件,形成库存,实际生产的时候直接使用这些半成品,这样可以大大缩短产品的生产周期[4]。
(3)产品个性化。家居建材产品的电子商务模式快速发展,它强调以客户为中心,实现消费者对定制化的需求[5]。而在构建好木门各零部件的模块库后,消费者可以将各类模块化的零部件组合出满意的木门产品,这样既能满足消费者对个性化的需求,实现外观的多样性,又能满足批量化生产。
(4)生产自动化。目前木门产业迅猛发展,然而人工成本越来越高,招聘也越来越困难,一些机械制造厂家已经开始着手设计相关的自动化加工设备及专用设备。
(5)管理智能化。随着“互联网+”时代的到来和电子商务的迅速发展,企业核心竞争力的提升不再仅仅是依靠控制生产成本、保证产品质量、研发新产品和占领市场等策略,企业各部门之间的协调配合以及企业资源的管理对于企业的未来发展至关重要[6,7]。目前很多企业已经开始应用ERP系统来优化企业内部管理,提高企业竞争力。
中华整木网:作为整木定制行业门户网站,拥有国内最庞大的行业网络资源,是互联网上整木定制行业信息的主要提供商;为整木定制用户提供及时、全面、准确、权威的行业新闻、产品、设计、应用和市场信息。是整木定制,整木家居,衣柜,橱柜,护墙板、整木吊顶,实木楼梯,定制家居等企业推广商务应用、产品及方案、进行市场调查、提升品牌形象的专业首选网站。
本网站仅为行业交流分享平台,转载请尊重原作者权益,如需转载请注明中华整木网(www.cnzhengmu.com)





